| Сегодня 5 мая, воскресенье |
|
|
|
Какой рейтинг вас больше интересует?
|
ЧПУ фрезер Cyclone PCB Factory. Электроника, настройка прошивки GRBL 1.1f и немного про софт.2017-06-10 22:05:44 (читать в оригинале)В прошлой записи про ЧПУ фрезер Cyclone PCB Factory рассказал про постройку станка. Немного помучившись со всякими мелочами, я его собрал. На очереди была прошивка платы arduino, настройка прошивки, подключение электроники, концевых выключателей и шаговых двигателей. Начну с прошивки. В оригинальном проекте была использована какая-то специфичная плата, соответственно и ссылка на прошивку была под эту плату. Я же под имеющуюся у меня arduino uno на atmega 328p купил CNC Shield v3.0. Это пожалуй самое бюджетное решение. Картинка бутерброда из интернета. 
Фото моей платы: 
Скачал последнюю прошивку GRBL 1.1f Сначала хотел попробовать по рекомендациям добавить что-то там в среду Arduino (или расширение, или плагин, не суть) и прошить плату, но что-то пошло не так. Не получилось. Немного помучившись вычитал про замечательную программу XLoader. 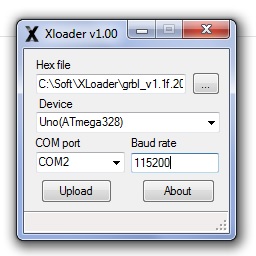
С ее помощью, выбрав ком порт и тип платы, пролил GRBL в Arduino буквально в несколько кликов мышкой. Плата CNC Shield v3.0 разрабатывалась под версию прошивки 0.9, в более поздних версиях прошивки автор сделал одно изменение - поменял порты местами, для того чтоб иметь возможность регулировать скорость шпинделя через pwm. При этом концевик по Z переехал на Spn En. Для того чтоб было более наглядно, вот картинка с правильным расколожением подключения концевиков. 
В остальном все совпадает. После установки драйверов шагового двигателя, а у меня это a4988 высвободившиеся после замены их на принтере на 8825, надо отрегулировать ток на драйверах. Сложности это не представляет, статей тьма. Подключить шаговые двигатели на разъемы X Y Z сложности так же не представляет. Если двигатель крутится не в ту сторону, надо всего лишь перевернуть разъем. Итак, концевики и шаговые двигатели подключены, приступим к настройке прошивки. С помощью putty, можно с помощью встроенного терминала в ардуино, настроив COM порт и нужную скорость подключиться к мозгам чпу станка.  
После этого надо ввести команду $$ и нажать enter 
С этого момента ленивые могут дальше не читать и просто перенести настройки к себе на станок. Напомню конфигурацию своего станка: шаговые двигатели 17hs4401S - шаг 1,8 градуса, 200 шагов на оборот. Ходовые винты - шпилька М8 из строительного магазина. Концевик по оси Z сверху. Драйвера a4988 с делением шага 16. Итак. $$ - выводит все параметры сохраненные в eeprom $100=2560 - количество шагов на мм по оси X $101=2560 - количество шагов на мм по оси Y $102=4800 - количество шагов на мм по оси Z Как расчитал? Легко. Оси X и Y 200 шагов на оборот, перемножил на 16 - микрошаг. Разделил на шаг резьбы 1,25 - это стандартный шаг резьбы. 200*16/1,25=2560 шагов на мм. Ось Z Тут у нас 2 шестерни с разным количеством зубов: 8 на ШД и 15 на ходовом винте. 15/8=1.875 1,875 оборота должен сделать шаговый двигатель, чтоб ходовой винт повернулся на 1 оборот. 2560*1.875=4800 шагов на мм. Заносим конфигурацию в прошивку. $100=2560 $101=2560 $102=4800 Заносим программные пределы для перемещений: $130=200.000 ось X $131=100.000 ось Y $132=45.000 ось Z пределы определил двигая оси по сантиметру от начала до конца и смотрел на сколько в итоге можно продвинуть ось. Максимальные ускорения мм/сек^2 $120=10.000 ось X $121=10.000 ось Y $122=10.000 ось Z Максимальные скорости перемещения, мм/мин $110=200.000 $111=200.000 $112=200.000 Со максимальными скоростями и ускорением можно поиграться. Я пока оставил так. $3=0 (бинарное число для инвертирования движения по осям:00000ZYX, где для инверсии например оси Z надо вбить двоичное число 00000100, только сначала перевести его в десятичный вид) По-моему проще перевернуть разъем на шаговом двигателе, но вот так можно и программно. Вооружаемся виндовым калькулятором в режиме программист, вводим в бинарном режиме и переводим число в десятичный вид. Концевики или головная боль. На настройку концевиков у меня ушло пара или тройка вечеров. Не смог быстро найти доступным языком написанную инструкцию. И не сразу понял логику работы. Для начала надо включить концевики. Делается это командами $21=1 (включить аппаратные концевики) $22=1 (включить программные концевики) Концевики я включил и начал двигать осями. При касании концевика станок ругался и халтился, помогали только аппаратные и программные ресеты. Так со всеми 3мя осями. На сразу до меня дошло что концевики работают только для режима парковки! Команда $H Во всех других случаях срабатывание концевика аварийная ситуация ! Далее. $24=25.000 скорость точной подачи для парковки, мм/мин $25=250.000 скорость ускоренной подачи для парковки, мм/мин $27=3.000 расстояние в мм на которое надо отойти оси, чтоб разомкнулся концевик И еще один важный параметр $23=3 направление парковки осей. Вводим команду парковки $H и смотрим куда движутся оси. В моем случае ось Z вместо того чтоб ехать вверх, поехала вниз. По аналогии с описанием $3 двоичное число 00000100 при переводе в десятичный вид становится числом 3. Вот так я настроил свой станочек. Остальное можно не трогать. Картинка с настройками была выше, но я ее еще раз повторю
Вдогонку, как очистить конфигурацию eeprom grbl. $RST=* сбросит абсолютно все настройки в настройки по умолчанию $ RST=$ сбросит все настройки в настройки $$ по умолчанию, в случае если где-то сильно напортачили Что касается программ по управлению ЧПУ станком с могзами на Arduino и прошивкой GRBL: Candle GrblController UniversalGcodeSender Тыкаем в нужную, качаем, устанавливаем. Лично мне понравился GrblController 
хотя рабочие все 3. Все 3 я ставил, все 3 работали. Станок у нас собран, настроен, программа для управления станком установлена. Но что дальше ??? О самом главном, как и чем сформировать g-code для станка, пожалуй постараюсь коротко рассказать в следующей записи. По крайней мере постараюсь показать один из вариантов. Чуть не забыл еще об одной электрической тонкости. Даже с учетом того что шпиндель у меня питался от отдельного источника питания, если я пытался запустить какую-нибудь команду на станок ПРИ ВКЛЮЧЕННОМ ШПИНДЕЛЕ, станок начинал двигать осью а потом намертво вис. При этом С ОТКЛЮЧЕННЫМ ШПИНДЕЛЕМ проблем не возникало. Избавиться от помех удалось соединив минус источника питания шпинделя с корпусом шпинделя. Экранировал Обратите внимание на желтый провод на картинке 

Удачи в постройке станков Подробнее...
|
Категория «Мобильная техника»
Взлеты Топ 5
Падения Топ 5
Популярные за сутки
|

Загрузка...
BlogRider.ru не имеет отношения к публикуемым в записях блогов материалам. Все записи
взяты из открытых общедоступных источников и являются собственностью их авторов.
взяты из открытых общедоступных источников и являются собственностью их авторов.